刀柄,用于连接机床和切削用刀具的数控工具系统,具有卡具的功能和量具的度,直接关系到刀具是否得到正确使用,切削是否达到理想效果的关键因素所在。
其中,7:24工具锥柄的刀柄系统占所有加工中心刀柄的80%以上。但是,随着机械加工的不断发展,高速铣削致使普通7:24工具锥柄达到了一个加工瓶颈。
首先,来认识一下BT40刀柄锥度
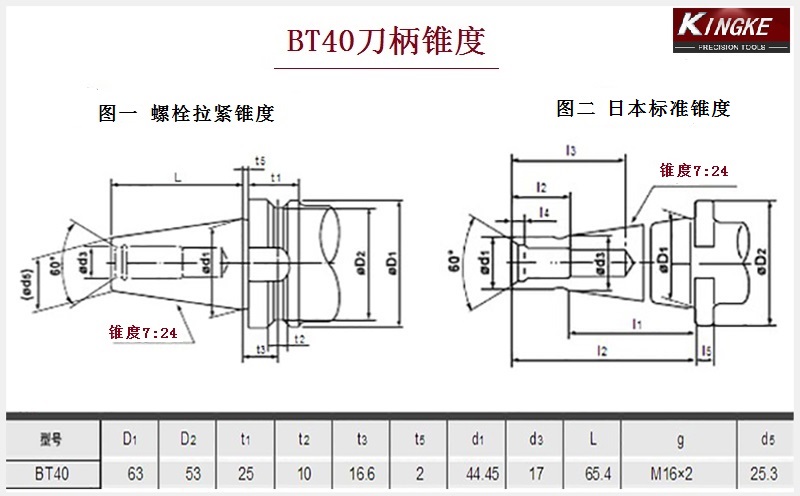
梯形槽底直径D2:53mm;
梯形槽槽顶部宽度为10mm公差是0到+0.1;
梯形槽的角度是上下各30度公差是-15'到0;
梯形槽中心到主轴端面(刀柄锥面大头端点)距离是16.6mm公差是正负0.1。
加工中心的刀柄有若干国家的标准,
7:24锥度的刀柄通常有五种标准和规格 , 即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准) 、MAS BT(日本标准)以及ANSI/ASME(美国标准).
BT是日本标准(MAS403),锥度为7:24,大小规格有BT30、BT40、BT50、BT60。
BT40刀柄“40” 是代表刀柄的锥度截面直径的大小。
为了实现自动换刀,7;24好比一个轴配合的黄金分割点,刀柄通用性好。
________________________________________________________________
现在让我们来具体分析一下普通7∶24具有什么样的缺点?
点:
1、不自锁,可以实现快速装卸刀具
2、刀柄的锥体在拉杆轴向拉力的作用下,紧紧地与主轴的内锥面接触
3、7∶24锥度的刀柄在制造时只要将锥角加工到-0.05到0 即可保证连接的度0.005之内,所以成本相应比较低,而且使用可靠
缺点:
1、单独的锥面定位
2、7∶24锥度刀柄连接锥度较大,锥柄较长,锥体表面同时要起两个重要作用,即刀柄相对于主轴的定位以及实现刀柄夹紧
3、在高速旋转时,由于离心力的作用,主轴前端锥孔会发生膨胀,膨胀量的大小随着旋转半径与转速的增大而增大,但是与之配合的7:24锥度刀柄由于是实心的所以膨胀量较小;
因此总的锥度连接刚性会降低,在主轴拉力的作用下,刀柄的轴向位移也会发生改变。每次换刀后刀柄的径向尺寸都会发生改变,存在着重复定位度不稳定的问题。
————————————————————————————————————————————————————————————————————————————
面对普通7:24刀柄的性能瓶颈,正河源心源(SYIC)研发出双面拘束刀柄,锥部依据国际标准制作,刀柄法兰端采用增厚方式设计,一体加工成型,可与主轴产生「双面拘束」(Double Face Contact)功能,,以其适合“高速加工”的特点。
下图




SBT/PNER双面束法兰加厚刀柄 SBT双面束高速机专用刀柄 SBT双面束法兰加厚型 平面铣刀柄 SBT/STH同步补偿刚性攻牙器
双面拘束刀柄的点:
1.有效的延长刀柄使用时间
2.可以稳定在重切削加工时所产生的震动力
3.使用此刀杆加工工件可使表面粗糙度得到提升
4.在每次换刀度一致
5.刀杆使用高速加工时、Z轴方向尺寸稳定
一般刀柄斜度与主轴的接触面积必须达到80%以上,才可发挥加工效益;
但NC加工机器转速10000RPM相当普遍,由于离心力的关系会使斜度开口端加大导致接触面减少和晃动。
心源(SYIC)在刀柄法兰端的增厚设计,是要使主轴与刀杆斜度部与端面处间能同时接触,使密合度更加紧密,进而降低刀柄震动问题,提高加工稳定性、增加切削刚性,提高加工度,符合中心加工机侧边贯穿中心出水功能 (DIN-69871-B Type )。
目前,中国制造行业发展迅速,同时也面临很多问题。在节能、环保、增效的发展主题下,对机床的转速、刚性、定位度方面的要求也越来越高。
因此,在目前高端制造的要求中,主轴系统不仅仅是一个旋转的椎孔,而应该包括主轴自身、再加上刀柄、刃具。
要进行高刚性加工,仅仅机床自身努力不够,还需要刀柄、刃具配合好。
现有的大多数刀柄定位靠椎柄定位,这个应用的缺陷一是整体刚性不好, 第二定位度不好,刀柄装到主轴之后,刚性减小,不能充分发挥机床的功率;
当前技术潮流是怎麽样把刀柄装到机床主轴上之后使其刚性尽量大,双面拘束系统便是很好的选择,特别是在欧美日等国家应用的越来越多。
台湾正河源双面拘束系统利用机床主轴的弹性形变,实现了刀柄的锥面及法兰端面与机床主轴的锥面及端面贴紧,与普通的7:24 的系统相比,无论是刚性还是定位度都有了提高。
这样,在实际加工时,使得加工度及加工效率有了改进及提高,发挥工具机性能。同时,由于贴合紧密,控制震动,使得刃具、刀柄乃至机床主轴的寿命都得到了延长。
从节能环保角度来讲,作为消耗品的铣刀、刀片和钻头,如何尽可能减少刀具损耗,也是我们努力的方向。
在刀具系统中,刀柄度究竟跟刀具损耗有什么关系?
通过试验得出:
切削刀具的寿命不仅跟涂层、材料、刀具形状设计有关,还和夹持刀柄有着密切联系!
比如:跳动度0.003mm的刀柄和跳动度0.01mm的刀柄做同等试验,寿命相差30% 以上,即某个工厂如果用跳动度0.003mm的刀柄,消耗100 把铣刀,另外一个用0.01mm的刀柄需要消耗130 把铣刀。

网站二维码扫一扫

企业公众号扫一扫




